
Revue de la Station de soudage Elektor
sur

Utilisateurs ciblés
Cette station de soudage s’adresse à ceux qui utilisent un fer à souder sans contrôle de la température, souhaitant améliorer leur outillage. Également les utilisateurs d’une station avec régulation de température, dont l’élément chauffant et la panne (nom donné à la pointe du fer) sont séparés, qui souhaitent s’orienter vers un système à cartouche, mais rebutés par leur prix. Finalement, si vous possédez déjà un fer à souder haut de gamme, cette station peut également être employée en outil complémentaire, pour équiper un second espace de travail, ou pour des travaux spécifiques de dessoudage.Système à cartouche (Active Tip)
Cette dénomination à été utilisée en premier par Weller, d’autres fabricants parlent de système à cartouche (cartridge system). L’élément chauffant, le capteur de température et la panne forment un seul élément appelé panne active ou cartouche. Cela permet un transfert de chaleur optimum et une précision de mesure de la température supérieure, en comparaison avec les systèmes traditionnels dans lesquels la panne est un élément séparé qui peut être remplacé indépendamment de l’élément chauffant.Déballage de la station de soudage Elektor AE970D

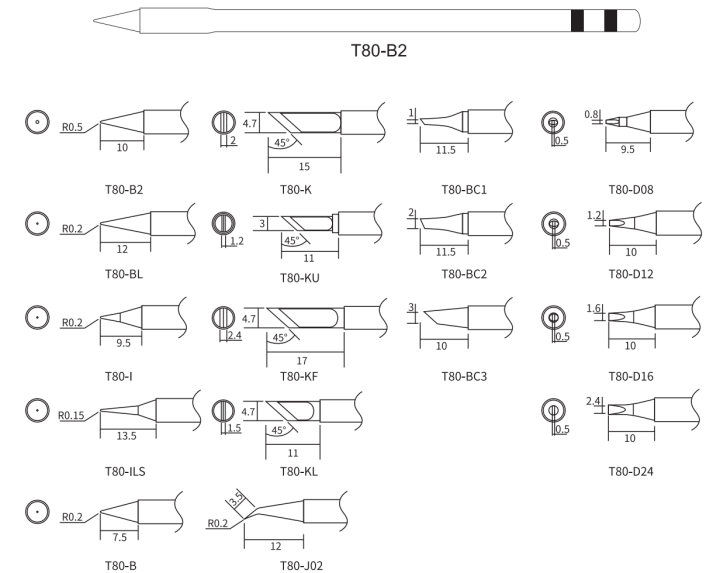
La boîte contient l’unité principale, le fer à souder (équipé d’une panne de 2,4 mm) et le support du fer, ainsi qu’une panne additionnelle T80-BC3, un câble d’alimentation IEC et le manuel d’utilisation. De plus, une éponge en laiton est également incluse, ainsi qu’un embout en silicone facilitant le changement de panne quand celle-ci est chaude. À la parution de cet article, les pannes en stock dans la boutique Elektor sont de type B,C,D,K et I. Selon le manuel, le jeu complet de pannes est le suivant :
Premières impressions
La station de base est constituée d’un boitier en plastique de finition satinée foncée, ayant une apparence agréable. Elle est lourde, ce qui lui donne une excellente stabilité sur la table de travail. La face avant est épurée, ce qui est très appréciable. Celle-ci comporte principalement une fiche DIN à 5 broches pour connecter le fer, un afficheur à 7 segments, un bouton rotatif de réglage de la température et un bouton de paramétrage. J’apprécie les faces avant minimalistes comme celle-ci ; en matière d’interface utilisateur, le plus simple est souvent le meilleur. Un petit trou donne accès à un potentiomètre miniature permettant un éventuel ré-étalonnage en température.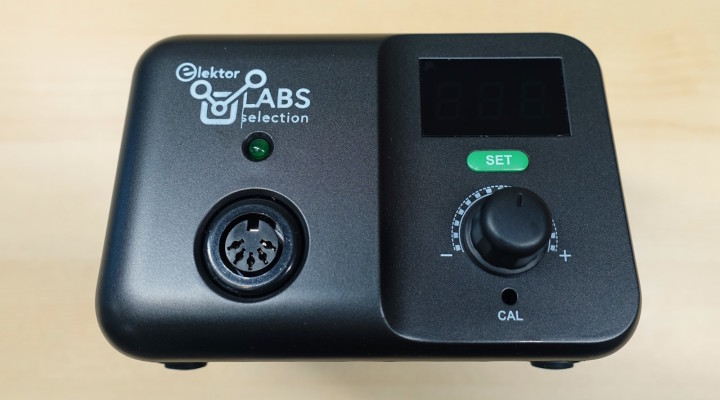
Notez que l’interrupteur de mise sous tension ne se trouve pas sur la face avant de la station mais sur son côté. De ce fait, il est indispensable de laisser un espace de quelques centimètres du côté droit, pour permettre d’y glisser vos doigts. Dans tous les cas, il est conseillé de laisser un espace libre autour de la station, afin de ne pas obstruer les orifices de ventilation situés sur les deux côtés et la face arrière de l’appareil.
La liaison au secteur se fait par un connecteur IEC situé au dos de l’appareil, similaire à ceux présents sur les ordinateurs de bureau. Le câble amovible est un choix appréciable, permettant à l’utilisateur de le remplacer par un câble plus long ou plus court facilitant l’installation de l’appareil, sans devoir modifier le câble d’origine. Le connecteur situé sur la face arrière comporte un fusible de calibre 1 A.

Le fer à souder est bien conçu et tient confortablement en main. Il se révèle très léger ! Son poids, mesuré sur une balance de cuisine, est d’approximativement 30 grammes (sans son câble). Il est de loin le plus léger de mes fers à souder. Le câble est en silicone, d’un diamètre de 4 mm et de longueur 1,1 mètre ; son faible diamètre lui procure une excellente flexibilité. La distance entre la panne à souder et la poignée du fer est d’environ 60 mm. Cela peut être un paramètre important pour certains usagers ; il est en général admis que plus cette distance est faible, meilleur est le contrôle de la position de la panne pour une soudure précise. À titre de comparaison, la distance panne – poignée du fer Hakko 888D est d’environ 90 mm, celle du fer Fnirsi HS-01 est d’environ 70 mm.

Le support du fer est constitué d’une pièce frontale métallique et d’un corps en plastique. Il y a un compartiment pouvant recevoir de l'éponge (ou laine) de laiton, qui peut être utilisée pour le nettoyage de la panne. La partie arrière comporte six trous pouvant recevoir des pannes de rechange. Globalement le support semble simple et fonctionnel, toutefois, selon la surface de votre table, il pourrait glisser un peu trop. Sur le mien, j’ajouterai probablement des patins caoutchouc un peu moins glissants que ceux d'origine.
Test initial de la station de soudage
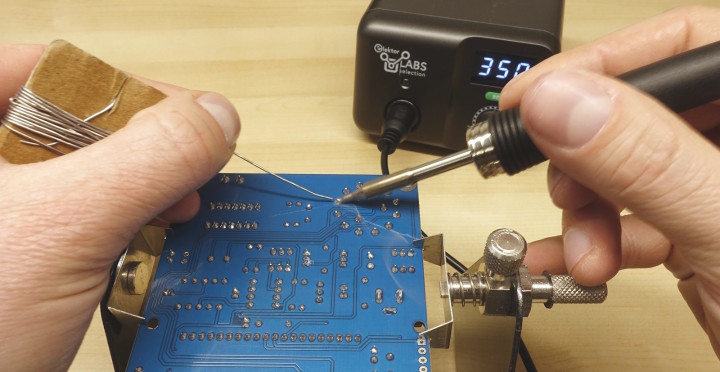
À la mise sous tension, l’afficheur indique “888” pour vérifier le bon fonctionnement des segments, puis “C” ou “F”, indiquant l’unité de température utilisée, puis “SLP” si la fonction de veille (Standby) est activée, puis finalement la température. Au début, la température de consigne est affichée brièvement, suivie de la température actuelle que l’on peut voir augmenter très rapidement. Pour ce premier test, j’ai réglé la station à 350 °C. La LED verte flashe pendant le chauffage du fer. Vérifions la précision de la calibration usine :
Comme on le voit, l'étalonnage d'origine coïncide avec celui de mon thermomètre. S’il vous arrive de constater que votre station a dérivé avec le temps, vous pouvez la recalibrer en utilisant le potentiomètre miniature accessible au travers de la façade. Dans mon cas, ce n'est pour l'instant pas nécessaire.
Changement des unités de température et autres ajustements
Pour changer les unités de °C à °F (ou l’inverse), il suffit d’éteindre l’appareil, maintenir appuyé le bouton Set, et mettre l’appareil sous tension en maintenant le bouton Set enfoncé jusqu’à l’apparition de 888 sur l’afficheur. Par ailleurs, la luminosité de l’afficheur peut être réglée selon six niveaux prédéfinis. Pour cela, il faut maintenir appuyé le bouton Set jusqu’à l’apparition de “Led”, puis de relâcher le bouton. Le niveau de 1 à 6 est affiché et peut être changé à l’aide du bouton rotatif. Un appui rapide sur la touche Set ou une attente de plus de 10 secondes validera le réglage.La station comporte également une mise en veille automatique qui peut être activée ou désactivée selon les préférences de chacun. Cela se déroule en deux étapes : après 10 minutes d’inactivité, la station se met en veille et la température du fer est maintenue à 250°C, la réactivation est quasiment instantanée quand le fer à souder est à nouveau pris en main, grâce au capteur intégré à sa poignée. Après à nouveau 10 minutes, la station bascule en mode “sommeil” et le fer revient à la température ambiante. Ces fonctions sont activées par défaut, pour les désactiver, suivez la procédure identique à celle du changement de luminosité de l’écran : maintenez appuyé le bouton Set jusqu’à apparition de “Slp” sur l’afficheur. Si nécessaire, il est également possible de verrouiller la température à un niveau choisi. La procédure est identique à la précédente par un appui long jusqu’à ce que “Loc” apparaisse sur l’afficheur.
La station AE970D chauffe rapidement
La vitesse de chauffe de cet appareil est l’un de ses points forts. Pour l’évaluer, il faut un dispositif muni d’un thermocouple et d’une interface vers un PC, et ayant un taux d’échantillonnage suffisamment élevé. Comme mentionné dans [lien type="article" id="29155" target="_blank" name="les précédentes Lab Notes"], j’ai utilisé un module MAX6675 et un Arduino Pro Mini pour transmettre la température toutes les 250 ms, sur le port série. J’ai alors utilisé RealTerm en mode acquisition (mode capture), et Excel pour tracer graphiquement les données.Comme il n’est pas toujours facile d’obtenir un bon contact entre la panne du fer à souder et un thermocouple ordinaire, j’ai utilisé le thermocouple de mon thermomètre spécial fer à souder FG-100, du fait de son troisième fil et son montage sur ressort, il est bien mieux adapté à cet usage. J’ai utilisé le FG-100 comme support, en déconnectant le thermocouple de son circuit électronique d'origine pour le relier au MAX6675. La configuration finale est la suivante :

J’ai comparé l’AE970D d’Elektor avec ma station de soudage habituelle, qui est une station Metcal PS-900, ainsi qu’avec une station KSGER T12 que j’utilisais précédemment. Les fers à souder ont été testés l’un après l’autre, les courbes ayant été combinées ensuite. Pour ce test, l’AE970D et la T12 étaient réglées à 350 °C ; La température de la PS-900 dépend de la panne utilisée : ici, une panne STV (330 °C). Les résultats sont les suivants :

Comme on peut le constater, l’AE970D d’Elektor est en effet très rapide. Curiosité à noter, une petite irrégularité dans la courbe aux environs de 183°C correspond à la fusion de la petite quantité de soudure présente sur la panne. La transition de l’état solide à l’état liquide absorbe soudainement une quantité de chaleur, retardant légèrement la montée en température. Le point de fusion est atteint en moins de 9 secondes, comme annoncé par la documentation. Toutefois, pour commencer à souder, le fer doit avoir atteint une température bien supérieure à celle du point de fusion de la soudure. Dans notre cas, une température suffisante pour souder est atteinte au bout d'environ 15 secondes, ce qui est un résultat excellent, le meilleur des trois stations comparées !
Qualité de fabrication, courant de sortie
Le boitier est fermé par six vis, quatre étant situées sous les pieds autocollants. Ce sont des vis auto-taraudeuses pour plastique, il faudra donc être prudent au revissage pour éviter d’endommager le filetage en plastique durant le remontage. À l’intérieur, un transformateur marqué 24 V, 5 A semble être correctement dimensionné pour ce niveau de puissance. À noter qu’il est impossible de modifier le câblage de l’enroulement primaire, cette station n’est donc compatible qu’avec un réseau électrique 230 V. Le contrôle de la température du fer à souder est accompli par un petit circuit imprimé situé au niveau de la façade. Le circuit met en œuvre un microcontrôleur HC32F005C6PA, un contrôleur de LED AiP650 et un triac JST137K, lui-même piloté par un opto-triac de la série 3021. À priori, l’ARM Cortex-M0+ à 32 MHz semble largement assez puissant pour ce type d’application, sa puissance étant probablement très utile pour la régulation rapide par boucle PID.
L’ensemble est correctement réalisé, les connexions sont bien isolées. J’ai mesuré une tension de 26 V alternatifs à la sortie du transformateur. En plaçant un shunt de 50 milliohms en série avec l’élément chauffant, j’ai mesuré un courant RMS (efficace) de 3,1 A lorsque la station chauffe à fond, juste après l’avoir mise sous tension. Cela est conforme à la puissance de 80 W annoncée dans la documentation.
Test plus approfondi
J’ai utilisé ce fer comme outil principal pendant quelques jours. Il s’est montré bien adapté à la plupart des opérations de soudage. Ce fer étant très léger, son utilisation est agréable. L’angle d’insertion du fer dans son support est légèrement différent de celui de mes autres fers à souder, on s’y habitue en peu de temps, comme c’est le cas pour tout nouvel outillage. Le temporisateur Veille/Arrêt se montre très pratique à l’utilisation et permet de prolonger la durée de vie de la panne.Avantages de l’AE970D Elektor
J’ai apprécié la légèreté du fer à souder et sa maniabilité, tout comme le chauffage rapide. Sa puissance de chauffe est excellente pour les travaux électroniques usuels. J’ai également apprécié que ce modèle offre les bénéfices de la technologie “panne active”, également appelée “système à cartouche”, pour un prix abordable. La station AE970D dispose d’une interface utilisateur pratique, elle devrait se montrer durable dans le temps, en particulier grâce à son électronique basée sur un transformateur, simple et robuste. En conclusion, cette station de soudage a été pour moi une agréable découverte.Traduction: Jean Boyer


Discussion (0 commentaire(s))