La réalisation manuelle de circuits imprimés (PCB) équipés de composants CMS est souvent un travail fastidieux. La ligne de fabrication d’entrée de gamme de Paggen Werkzeugtechnik, composée d'une imprimante à pochoirs, d'une machine de placement manuel et d'un four à refusion compact, permet de réduire sensiblement le coût de production des prototypes et des petites séries.
De plus en plus de circuits intégrés intéressants n'existent plus qu'en boîtier CMS dont la taille diminue de plus en plus avec la miniaturisation des appareils électroniques. Avec des efforts et une main ferme, il est possible, même dans un petit laboratoire, de souder la plupart de ces composants sur un PCB avec des moyens simples, mais dès qu'il faut produire régulièrement des prototypes ou même des petites séries, le travail manuel devient trop intensif et le risque d'erreurs d'assemblage augmente.
La ligne de fabrication d’entrée de gamme de Paggen Werkzeugtechnik, composée d'une imprimante à pochoirs, d'un automate de placement manuel et d'un four à refusion compact, est une alternative intéressante pour augmenter votre productivité.
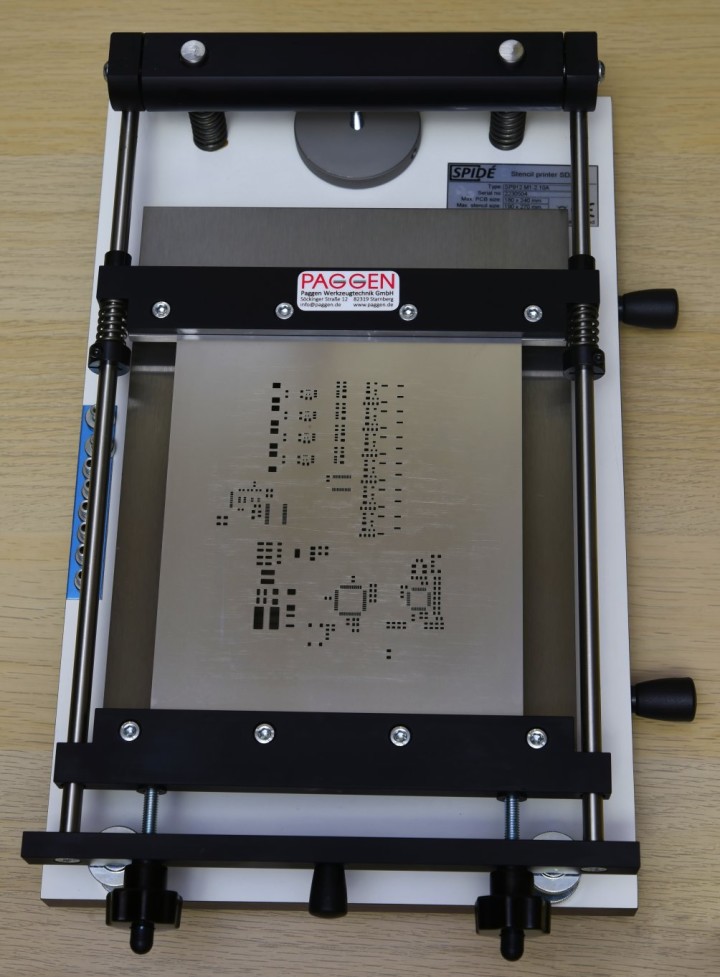
Imprimante à pochoirs SD240 avec raclette métallique
L'imprimante à pochoirs SD240 dispose d'un mécanisme d'alignement pratique.
Une tâche bien préparée est à moitié accomplie, et cela vaut bien sûr aussi pour le travail avec des composants CMS. Normalement, ces composants se placent d'eux-mêmes dans la bonne position pendant la phase de refusion en raison de la tension superficielle de la soudure liquide. En raison de l'espacement de plus en plus réduit entre les composants et de l'utilisation de soudure sans plomb, l'application correcte de la pâte à souder sur les pastilles du PCB est décisive pour obtenir un bon résultat final sans retouches fastidieuses. Malheureusement, dans la pratique, c'est aussi la phase la plus difficile du processus de réalisation, car un bon résultat dépend de nombreux paramètres environnementaux, tels que la température, la consistance et l'âge de la pâte à souder, la planéité du PCB, la tension du pochoir, l'angle de la raclette, la pression exercée par la raclette sur le PCB et l'état de surface des pastilles de soudure, pour n'en citer que quelques-uns. Même les empreintes digitales peuvent poser problème. On n'a guère de contrôle sur une série de paramètres, mais une bonne imprimante à pochoirs comme la SD240 permet d'obtenir beaucoup plus facilement de bons résultats. Le PCB est maintenu en place par des entretoises magnétiques.
Au déballage, l'imprimante à pochoirs donne une impression de solidité et de robustesse. La lourde plaque de base métallique et les pieds en caoutchouc la rendent très stable et l'empêchent de bouger facilement. Le système de serrage particulier et le cadre de serrage permettent d'utiliser des pochoirs métalliques et en polyester de différentes tailles. Le système de positionnement intelligent rend superflue l'utilisation à pochoirs et de circuits imprimés avec des trous d'alignement (et des chevilles adaptées) ou à pochoirs à cadre. Le pochoir est maintenu à l'aide de huit vis à six pans creux. Lors de la première utilisation, ces vis étaient si serrées qu’il m’a fallu une force considérable pour les desserrer. Une fois le pochoir maintenu, on peut le tendre à l'aide des deux boutons situés à l'avant, jusqu'à ce que les ressorts qui le maintiennent sous tension soient comprimés d'environ un centimètre. Ensuite, le PCB est placé sur la plaque métallique sous le pochoir à l'aide de six entretoises magnétiques. Les entretoises doivent être placées de manière à ce que le PCB ne puisse pas bouger et que les pastilles de soudure soient à peu près alignées avec les trous du pochoir. Une super précision n’est pas requise. L'imprimante à pochoirs est livrée avec une plaque de plexiglas et un marqueur effaçable pour faciliter l'alignement. En option, vous pouvez également commander une "lumière laser" sur un trépied pour le même usage. J'ai essayé deux pochoirs et deux circuits imprimés différents et j'arrive assez bien à aligner le circuit à l'œil nu à peu près exactement sur le pochoir. Ensuite, on aligne le circuit exactement sur le pochoir à l'aide des boutons de serrage du pochoir et des deux molettes de réglage situées sur le côté droit de l'imprimante. Enfin, on règle la hauteur du pochoir à l'aide des molettes de réglage avant et arrière de manière à ce qu'il soit bien à plat sur le PCB lorsque le cadre est rabattu.
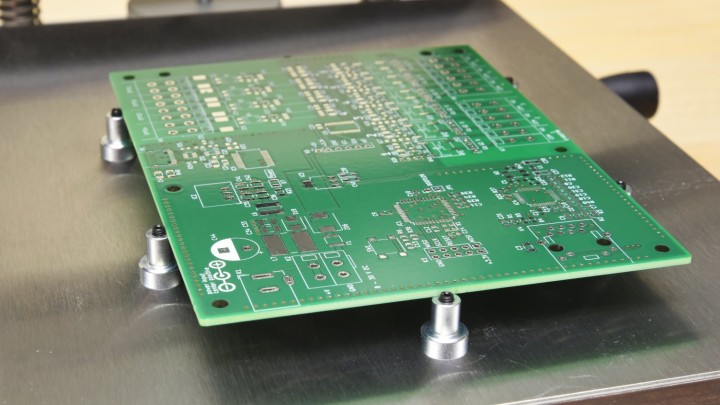
L'étape suivante consiste à appliquer la pâte à souder avec la raclette métallique. Pour ce faire, il est recommandé de recouvrir les pinces qui maintiennent le pochoir d'un peu de ruban adhésif. Cela évite des travaux de nettoyage fastidieux par la suite. En tenant la raclette à un angle d'environ 60° et en exerçant une pression modérée, on applique suffisamment de pâte à souder d’un mouvement régulier. Pour s'entraîner, on peut faire un test d'impression sur papier. Pour cela, il suffit de placer une feuille de papier d'imprimante entre le pochoir et le PCB. La face inférieure du pochoir doit être nettoyée régulièrement. Pour les petits pochoirs, la raclette fournie est peut-être moins pratique et on la remplacera par une spatule japonaise ou classique. Un résultat presque parfait.
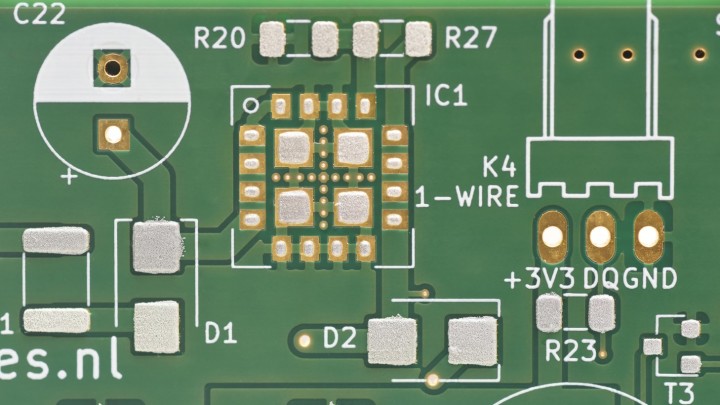
Mes premiers PCB imprimés au pochoir étaient presque parfaits, avec quelques petites imperfections à gauche et à droite. Néanmoins, je sais par expérience que le PCB sera parfait après le processus de refusion. C’est la pratique qui fait le maître, même avec une imprimante à pochoirs.
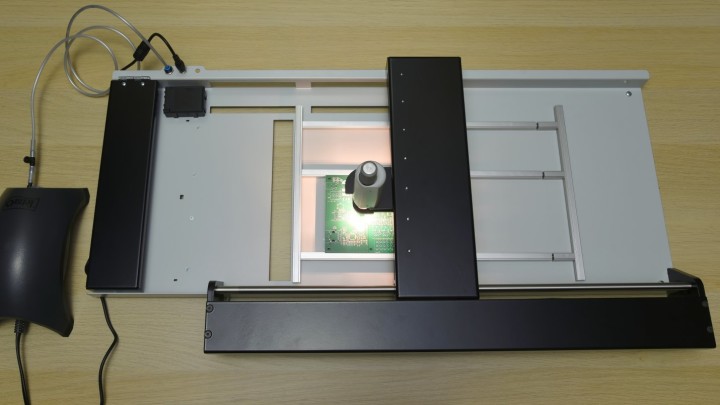
La machine de placement manuel PlaceMAN
La machine de placement manuel PlaceMAN.
PlaceMAN se compose d'un châssis métallique avec des supports de PCB réglables et d'une pipette à vide que l'on peut déplacer manuellement dans le sens horizontal et vertical à l'aide de deux guides mécaniques servant également de repose-poignets. La pipette à aspiration peut être déplacée vers le bas et vers le haut et tournée à l'aide du bouton moleté situé à l'extrémité supérieure de la poignée. La pipette est équipée d'un embout dit Luer/Lock, qui est surtout utilisé dans le monde médical. Cela permet d'utiliser indéfiniment des aiguilles de dosage standard avec le PlaceMAN, en cas d’épuisement ou de perte des aiguilles de dosage ou des ventouses fournies. Quatre LED de couleur blanc chaud sur la face inférieure de la pipette assurent un éclairage uniforme de la zone de travail. Le vide nécessaire est assuré par une pompe d'aquarium silencieuse et spécialement adaptée, dont l'aspiration peut être réglée manuellement par une valve. On a également pensé aux détails : il y a un point de mise à la terre pour la protection antistatique et une boîte de rangement intégrée pour les aiguilles de dosage et les ventouses.
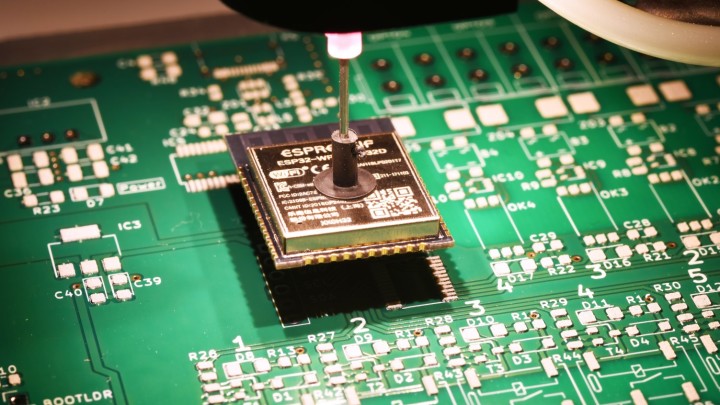
Le placement des composants est très simple et rapide. On positionne la pipette au-dessus du composant isolé et on appuie ensuite lentement sur la pipette à l'aide du bouton moleté jusqu'à ce que le composant soit bien aspiré. On déplace alors la pipette vers l'endroit du PCB où il doit être placé et on l'abaisse à nouveau. Si nécessaire, on peut faire tourner le composant. Lorsqu'il est parfaitement en place, on l'applique sur le PCB avec le bouton de la pipette. On continue à appuyer sur le bouton de la pipette jusqu'à ce que l'on sente une résistance, ce qui interrompt le vide. On peut alors faire remonter la pipette. Pour les très petits composants, il n'est parfois pas nécessaire d'enfoncer le bouton pour interrompre le vide, car ils adhèrent suffisamment à la pâte à souder et se détachent automatiquement de la pipette lors de la remontée. La force d'aspiration doit être réglée en fonction de la taille des composants.
La force d'aspiration doit être adaptée à la taille des composants. Différents composants nécessitent des aiguilles de dosage de différents diamètres, avec ou sans ventouse. Il est conseillé de ne pas trop appuyer l'aiguille de dosage sur la pipette afin de permettre un échange facile. Pour éviter des échanges fréquents, il peut être judicieux de monter plusieurs PCB et de les équiper tous en même temps dans l'ordre de la taille des composants. J'ai pu facilement manipuler de très gros composants comme un connecteur RJ45 avec des aimants ou un module ESP32. Même une résistance 0603 n'a posé aucun problème. Les grands composants comme le connecteur RJ45 déjà mentionné ou certains condensateurs électrolytiques se placent mieux à la main avec une pincette, car la hauteur maximum de la pipette au-dessus de la surface du PCB ne suffit pas toujours.
Contrairement au placement des composants à l'aide d'une pincette, le risque de déplacer par inadvertance des composants placés auparavant sur des PCB plus grands est réduit grâce au repose-poignet du PlaceMAN. Il n'est pas nécessaire de tourner constamment le PCB pour tout atteindre. Mais une main ferme et une bonne vue sont tout de même nécessaires.
La version de base du PlaceMAN livrée avec la ligne de fabrication d’entrée de gamme comporte peu d'accessoires. Il faut au moins un feeder de ruban CMS supplémentaire pour que le placement se fasse sans problème. Celui-ci est disponible en différents modèles en tant qu'accessoire, mais il est tout à fait possible de le réaliser soi-même ou de l'imprimer en 3D. Pour cette évaluation, j'ai fabriqué un feeder à ruban en contreplaqué de 3 mm découpé au laser.
Les droitiers ont le manche métallique de la pincette bien en main et la manipulation leur est agréable, alors que les gauchers auront sans doute un peu plus de mal à travailler avec le PlaceMAN. Le manche métallique de la pipette comporte deux trous filetés pour un distributeur optionnel. Avec un peu d'habileté, on pourrait aussi utiliser ces trous pour fixer une petite caméra USB. Un point critique est que sur l'appareil que j'ai testé, l'éclairage LED clignote lorsque la pipette est déplacée. En y regardant de plus près, cela semblait être dû à une mauvaise soudure du câble d'alimentation sur la platine LED.
Four à refusion HR-10
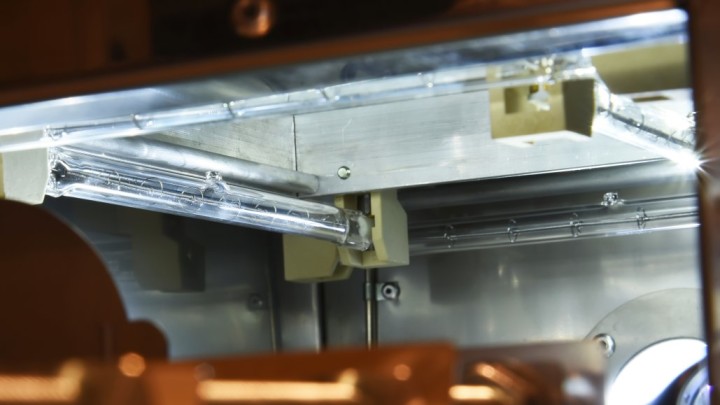
Le four à refusion compact HR-10 est robuste et peu encombrant.
Le four à refusion HR-10 n'a pas seulement l'air robuste, il est aussi compact et n'occupe que peu de surface avec ses dimensions de 36x50 cm (largeur x profondeur). Quatre lampes halogènes de 1 kW de type R7s servent d’éléments chauffants. L'air chaud circule dans le four grâce au ventilateur métallique situé au centre des lampes. Le tiroir est équipé de deux tiges filetées sur lesquelles se trouvent quatre supports de PCB positionnables à faible masse thermique. Lorsque le tiroir est ouvert, deux ventilateurs assurent un refroidissement accéléré du PCB fraîchement soudé. Le four à refusion est également livré avec une tablette Lenovo et son étui de protection, ainsi qu'un thermocouple de type K. Je n'ai pas essayé la tablette, car je ne m'attendais pas à des surprises de ce côté, et l'application HR10LF fonctionnait également sur mon smartphone. L'utilisation du four est simple et facile, que ce soit via le panneau frontal ou l'application. Il est possible de connecter un thermocouple à côté de l'afficheur.
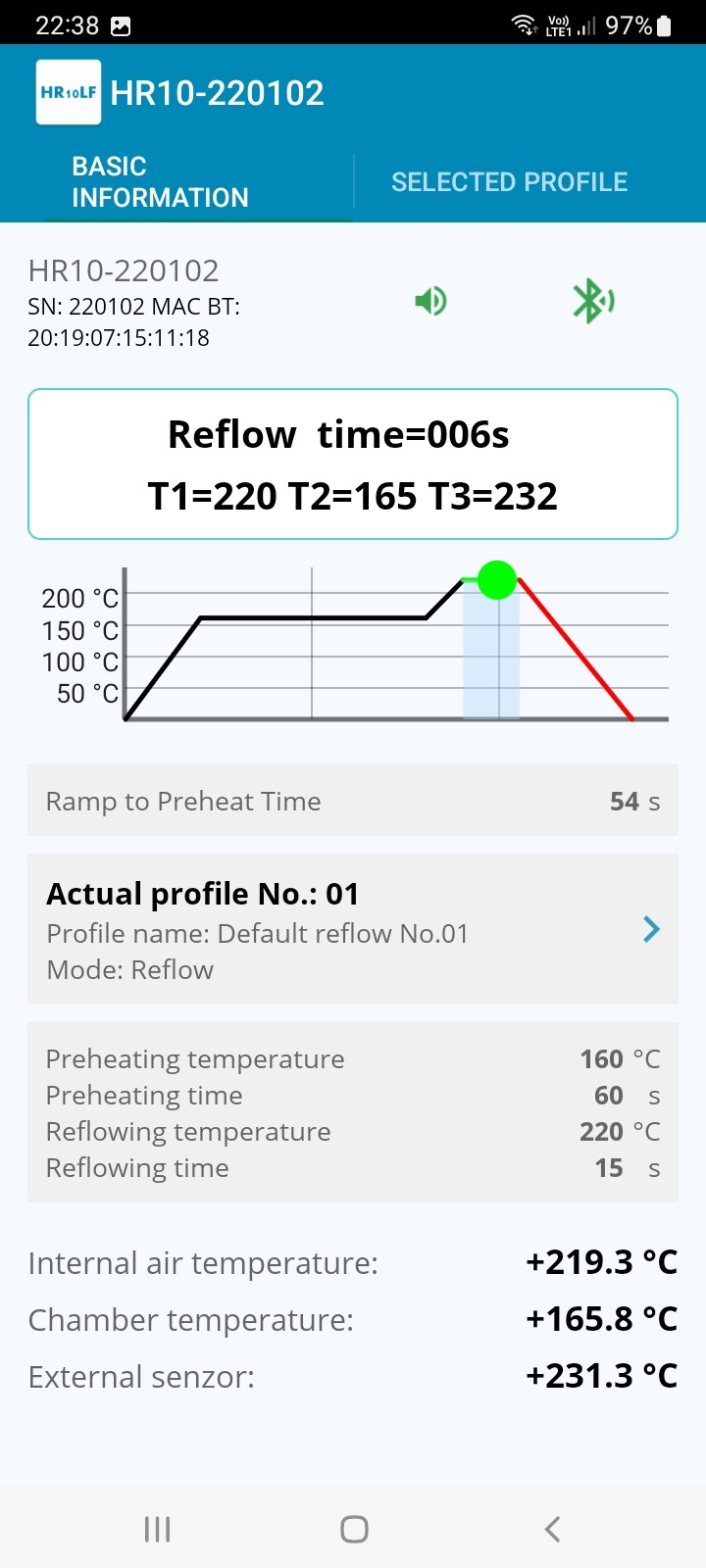
Lorsque l'on allume le four à refusion, on est invité à ouvrir la porte et à la refermer. Lors de la fermeture, la porte est verrouillée de manière audible par un clic, et un court cycle de préchauffage commence. Ensuite, on est invité à rouvrir la porte et, peu de temps après, le four est prêt à l’emploi. Pour un premier test, j'ai utilisé le profil de refusion recommandé par Paggen pour la soudure sans plomb. J'ai aussi délibérément inclus quelques gros composants comme des condensateurs électrolytiques CMS, qui sont parfois moins bien soudés dans les fours à infrarouge. Le premier essai a été concluant, mais comme la température s’avérait un peu trop élevée, j'ai quelque peu adapté le profil de refusion au moyen de l’application et réglé un cycle de préchauffage de 160 °C pendant 60 secondes et un cycle de refusion de 220 °C pendant 15 secondes. Avec ces réglages, ma deuxième tentative a été parfaitement réussie. Ici, j'avais utilisé à titre d'essai, entre autres, des condensateurs électrolytiques au tantale jaunes, car ils se décolorent rapidement à des températures trop élevées. Bien sûr, il faut adapter un peu les valeurs en fonction de la couleur du vernis épargne (par exemple, le noir mat absorbe plus de chaleur que le vert), de la présence de points de masse et du nombre de couches du PCB. Les trois PCB suivants, avec différents composants, cette fois pour un produit réel, sont également sortis du four parfaitement soudés. Le thermocouple fourni permet de mesurer la température sur la platine pendant le processus de refusion. Pour fixer le thermocouple sur la platine, il faut utiliser un peu de ruban Kapton résistant à la température. Il est un peu regrettable que le thermocouple ne serve qu'à mesurer la température et ne puisse pas être utilisé pour contrôler le processus de refusion. Ce serait peut-être une idée pour une future mise à niveau du logiciel. La température à l'intérieur du four est régulée par l'allumage et l'extinction périodiques des lampes halogènes. La puissance totale absorbée atteint alors une valeur de pointe de près de 3,5 kW, ce qui est légèrement supérieur à la puissance indiquée dans le manuel et sur l'appareil. En mode veille, la puissance diminue à environ 60 W. Compte tenu de la puissance absorbée, il est préférable de brancher le four à refusion sur une prise de courant dotée de son propre fusible. Le chauffage se compose de quatre lampes halogènes de 1 kW.
Outre la soudure par refusion, le four convient également au séchage. Il existe pour cela des profils de température spéciaux. J'ai testé le séchage de matériel en régénérant du gel de silice à indicateur orange : le résultat était parfait. Il n'y a eu qu'un peu de condensation à deux endroits : au fond du tiroir (près des deux ventilateurs pour le refroidissement) et à la hauteur de la petite fenêtre. On peut aussi l’utiliser pour le séchage de composants CMS pendant l'attente d'un processus de refusion et le recuit du plexiglas après la découpe au laser Même en cas d'utilisation prolongée du four pendant plusieurs heures, l'extérieur reste froid. Pour le séchage, le four n’a pas besoin de préchauffage à la mise en marche : il invite immédiatement à placer le matériau dans le bac et à fermer la porte.
L'application est simple et d’utilisation intuitive. Au premier démarrage, elle recherche le four à refusion sur Bluetooth et s’y connecte. Il y a au total 100 profils de température disponibles, que l'on peut sélectionner et éditer aussi bien via l'application que via l'afficheur et les touches du four.
Le four à refusion peut être commandé par l’application via Bluetooth.
Il existe également un mode de démonstration, ce qui permet de se faire une idée de l'application sans avoir de four à refusion physique à proximité. J'ai parfois eu des problèmes avec des messages d'erreur occasionnels en slovaque et la connexion Bluetooth s'interrompait parfois, mais ce dernier point pourrait aussi être dû au fait que mon smartphone s'endormait de temps en temps. Comme le HR-10 dispose d'un tiroir à commande manuelle, le cycle de refusion ou de séchage lui-même ne peut pas être lancé via l'application. Pour cela, il suffit de fermer le tiroir et de suivre ensuite les instructions sur l'application ou l'afficheur LCD.
Dans l'ensemble, le HR-10 est un four à refusion robuste et intuitif qui donne de bons résultats. D’une durée de deux minutes environ, la soudure par refusion des PCB est assez rapide, En incluant le cycle de refroidissement, cela prend plus de six minutes. Si vous souhaitez souder de nombreux circuits imprimés avec ce four, l’achat de l’option aspirateur de fumées FE10 est recommandé.
Veuillez saisir votre adresse électronique. Les instructions de réinitialisation de votre mot de passe vous seront immédiatement envoyées par courriel.




Discussion (0 commentaire(s))