
Souder - et alors ? Un regard approfondi sur la technologie de soudage moderne
sur
La plupart des gens ne se rendent pas compte que le soudage de composants électroniques est une activité très complexe, avec des processus thermiques et chimiques compliqués qui se déroulent sur une surface limitée. Cependant, si vous suivez quelques règles de base, vous ne rencontrerez pas de problèmes.
Peter Beil (Allemagne)
Les soudures ne doivent pas seulement assurer un bon contact : elles doivent aussi être mécaniquement solides et résister à l’oxydation. En outre, elles doivent être exemptes de résidus chimiques, notamment de flux, car ce dernier peut attaquer les surfaces métalliques voisines ainsi que les plastiques.
Les soudures sont généralement divisées en trois catégories : grand public, industrielles et haut de gamme. Cette dernière est utilisée dans des domaines tels que l’automobile ou dans des environnements où la vie ou la santé sont en jeu. En tant qu’électroniciens, nous nous intéressons principalement à la soudure manuelle pour les projets et les développements « maison ».
La bonne vieille soudure au plomb
La soudure au plomb a été courante pendant de nombreuses années. Le plomb a de bonnes caractéristiques de mouillage et de fluidité et a une température de fusion relativement basse d’environ 183 °C. Selon la règle la température au niveau de la panne est égale à la température de fusion de l’alliage plus 120 °C, cela correspond à une température de soudage d’environ 300 °C.
Le flux dans le fils à souder est destiné à dissoudre les oxydes au niveau du joint. L’étain de la soudure se fusionne avec le cuivre (ou toute autre couche métallique) pour créer une zone de diffusion intermétallique constituée d’un alliage des deux métaux. Il en résulte normalement un point de soudure bien formé, durable et offrant une bonne résistance mécanique.

Mais ce n’est pas toujours le cas - parfois, vous obtenez une bille de soudure froide (figure 1). Les billes de soudure froides sont causées par les couches métalliques fortement oxydées, des impuretés, une température inadaptée ou une solidification précoce au cours du processus de fusion. Les soudures froides présentent une résistance excessive et peuvent même conduire au détachement des composants. Les images au microscope électronique de la figure 2 montrent les imperfections d’une soudure froide par rapport à une bonne soudure.
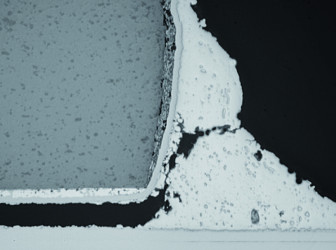

À l’époque de la soudure au plomb, les soudures froides étaient clairement identifiables par leur surface mate et terne, au lieu de la surface brillante d’une bonne soudure. Cependant, ce n’est plus le cas avec les soudures sans plomb. Avec les nouveaux alliages, les soudures ont généralement une surface mate liée à leur composition spécifique, qu’elles soient froides ou bonnes (voir figure 3).

Le sans plomb dans le nouveau millénaire
L’introduction des soudures sans plomb en 2006 a rendu le soudage manuel un peu plus difficile. Les nouvelles soudures sont conformes à la directive RoHS, ce qui signifie qu’elles sont conformes à la directive européenne relative à la restriction de l’utilisation de certaines substances dangereuses (Restriction of Certain Hazardous Substances).
Les soudures sans plomb ne sont pas autorisées à contenir plus de 0,1 % de plomb. Cette réglementation vise principalement à empêcher l’inhalation de vapeurs toxiques, mais le risque est en fait assez faible, car des systèmes d’extraction appropriés sont disponibles (en supposant qu’ils soient utilisés).
Pour longtemps, les gens n’étaient pas conscients des dangers du travail avec le plomb. Par exemple, à l’époque, un typographe professionnel risquait de perdre toutes ses dents en quelques années à cause du plomb.
Les pannes à souder sont désormais plus chaude
Quiconque travaille pour la première fois avec de la soudure sans plomb constate immédiatement que la nouvelle matière nécessite une température beaucoup plus élevée et présente des caractéristiques d’écoulement différentes. De nombreux composants ne supportent pas des températures aussi élevées, c’est pourquoi des efforts ont été consacrés à les neutraliser avec des flux innovants et des temps de soudage plus courts. Tout cela rend les fils à souder sans plomb plus chers (voir ci-dessous).
Cela signifie également que vous devez vous méfier des fils à souder sans plomb à bas prix, qui ne sont souvent pas ce qu’ils sont censés être. Si vous travaillez à une température trop élevée, vous pouvez facilement endommager un composant sensible ou pire encore, détacher rapidement une pastille du circuit imprimé.
Les développeurs et les électroniciens amateurs sont toujours autorisés à utiliser des soudures au plomb, à condition qu’ils ne distribuent pas leurs produits à titre commercial. Cela signifie que vous n’êtes pas autorisé à commercialiser un nombre relativement important de produits fabriqués dans votre laboratoire personnel. La figure 4 montre que malgré la présence de soudures conformes à la directive RoHS, les électroniciens continuent d’utiliser des soudures au plomb.
Qu’est-ce qu’il y a dans la soudure ?
La plupart des alliages sans plomb couramment utilisés ont maintenant une teneur en étain considérablement plus élevée. Auparavant, elle était d’environ 63 %, mais elle est désormais d’environ 95 %, selon le fabricant. Cela place le point de fusion de l’alliage dans une fourchette de 217 °C à 227 °C. Auparavant, l’étain contenu dans la soudure était le composant qui formait la zone intermétallique et pouvait se fusionner avec les surfaces métalliques soudables.
Le plomb a toujours été le composant inactif de l’alliage, présentant l’avantage de rendre le fil à souder moins cher et de réduire le point de fusion de l’étain de 232 °C à 183 °C. Avec plus d’étain dans la soudure, et une température de soudure plus élevée, vous devez désormais accorder plus d’attention à vos outils et à la métallisation de vos composants. La soudure, non seulement se fusionne plus rapidement avec les surfaces en cuivre, mais elle peut aussi enlever plus rapidement le cuivre de la surface.
Pourquoi le sans plomb est-il plus cher ?
Avec les alliages sans plomb courants, la température de fusion de 217 °C mentionnée précédemment, qui est l’une des plus basses possibles, ne peut être atteinte dans la composition habituelle qu’avec un alliage composé de 95,5 % d’étain, 0,7 % de cuivre et environ 3,8 % d’argent. Cet alliage offre l’avantage d’un point de fusion relativement bas, mais l’inconvénient est que la teneur en argent, légèrement inférieure à 4 %, peut facilement rendre le fil à souder deux fois plus cher.
Cet alliage contenant de l’argent peut être plus économique en réduisant la teneur en argent à 3 %. L’alliage aura alors une température de fusion comprise entre 217 et 223 °C, ce qui n’est pas particulièrement utile pour le soudage ou pour la durée de vie des soudures.
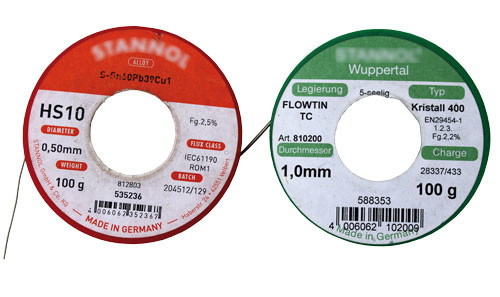
Les alliages plus économiques se composent, par exemple, de 99,3 % d’étain et de 0,7 % de cuivre, ce qui donne un point de fusion bien défini de 227 °C. Pour cela, il n’est pas nécessaire d’augmenter la température de la panne de 10 °C par rapport à la température utilisée avec un alliage contenant de l’argent (figure 5).

Il faut respecter les limites de température
En théorie, la température du fer à souder devrait être réglée à 350 °C pour le dernier type de soudure sans plomb mentionné. Si vous avez besoin de 10 à 20 °C de plus pour apporter une telle quantité de chaleur en peu de temps, c’est certainement possible, mais les températures supérieuresL à 380 °C endommagent généralement la carte et les composants plutôt que de faciliter le soudage. Le flux dans le cœur du fil brûle également beaucoup plus rapidement et ne peut accomplir son rôle que pendant une durée limitée à une certaine température. Chaque augmentation de 10 °C réduit de moitié la durée de vie active du flux ; le temps disponible pour éliminer les oxydes se réduit, et à un certain moment, il ne sera plus suffisant.
Bien entendu, les alliages susmentionnés diffèrent d’un fabricant à l’autre et ils peuvent certainement contenir des composants supplémentaires. Pour des raisons liées aux brevets, les fabricants ne divulguent généralement pas ces informations.
Une soudure tendre implique toujours l’apport de la puissance nécessaire et l’atteinte d’une certaine température minimale. La soudure doit être liquide et avoir une certaine température supérieure au point de fusion. Cela permet la fusion des couches métalliques pour former un point de soudure solide. Tous les alliages sans plomb mentionnés précédemment sont suffisamment résistants. En gros, les soudures contenant de l’argent sont mieux adaptées aux applications présentant des cycles de température plus élevés, qui sont souvent accompagnés de contraintes mécaniques ou de vibrations persistantes. Cela s’applique notamment au déploiement de haute technologie mentionné auparavant dans l’électronique automobile ou les équipements médicaux.
La soudure doit bien couler
Le fil à souder est constitué, non seulement d’un alliage, mais également du flux mentionné précédemment. Autrefois, il n’existait pas de fil fourré, et les gens se contentaient de pâtes à souder ou même de flux faits maison. L’une des recettes les plus courantes consistait en un mélange de trichloréthylène et de colophane, que l’on appelait « miel de soudure ».
Un flux a pour rôle d’éliminer les oxydes des éléments concernés : le composant, le circuit imprimé et, bien sûr, la soudure liquide. Cette opération doit durer le plus longtemps possible, afin d’offrir une fenêtre de temps la plus longue possible pour la soudure.
On distingue les flux halogénés et non halogénés. Les deux types éliminent les oxydes par une réaction acide oxyde métallique. Avec les soudures sans plomb, cette réaction doit se produire à des températures plus élevées, et elle doit être active plus longtemps à des températures de soudure plus élevées. Le flux doit pouvoir s’écouler en amont de la soudure en quantité suffisante, éliminer les oxydes, entraîner les sels résultants hors de la soudure et donner au liquide une agréable surface, propre et purement métallique. D’autre part, il ne doit pas y avoir trop de flux, afin de ne pas avoir à éliminer ensuite des résidus excessifs. Le flux solidifié n’est pas seulement inesthétique, mais (contrairement à l’opinion générale) il reste souvent chimiquement actif, il faut donc, dans tous les cas, faire attention.
La soudure sans plomb nécessite un peu plus de puissance
Une soudure sans plomb nécessite plus de puissance qu’une soudure au plomb conventionnelle. Comme la quantité d’énergie requise est plus élevée, vous devez tenir compte de l’aspect important du transfert thermique vers le joint de soudure. Chaque opération de soudage nécessite une panne dotée d’une surface à transfert thermique appropriée, de sorte que l’énergie plus élevée nécessaire pour faire fondre la soudure sans plomb ne doive pas être obtenue uniquement en augmentant la température de fonctionnement.

Le choix de la bonne panne à souder (figure 6) est donc un élément important à prendre en compte, tout comme son nettoyage régulier, car elle s’oxyde et se couvre de tartre sous l’effet de températures élevées. La surface de contact d’une panne de soudure a également tendance à se creuser après une longue utilisation. Cela réduit considérablement le transfert thermique effectif.
Des études ont montré que lors de l’utilisation d’alliages sans plomb, l’augmentation de la température (par exemple de 360 °C à 410 °C) a un effet quasi exponentiel sur l’usure de la panne et réduit considérablement sa durée de vie. Pour cette raison, il est généralement conseillé d’utiliser un temps de soudage ou un temps de contact légèrement plus long au lieu d’augmenter la température de travail. Une station de soudage évaluée à 80 W ou plus serait le meilleur choix.
En résumé
La soudure sans plomb n’est pas plus compliquée, elle est simplement différente. Tout d’abord, vous devez vous familiariser avec les différentes caractéristiques d’étalement et de mouillage de la soudure sans plomb. Il faut également prévoir un temps de soudure un peu plus long, pour éviter d’augmenter inutilement la température de soudure. En fait, peu de choses ont changé. Il est conseillé de faire plusieurs essais avec différents types de soudures pour trouver celle qui vous convient le mieux. D’une manière générale, les soudures à teneur relativement élevée en argent sont préférables, même si elles coûtent plus cher.
De nos jours, nous ne sommes plus exposés aux vapeurs de plomb, mais réellement aux émissions provenant du flux, et personne ne sait exactement ce que contient le flux. Donc, un extracteur de vapeur de soudure (même petit) constitue toujours un bon investissement.
(210653-01)
Pour en savoir plus
Les fabricants renommés de produits de soudure offrent une quantité incroyable d’informations générales sur les fils à souder au plomb et sans plomb, les flux, les conseils de soudure, les instructions et les conseils pratiques, et bien plus encore, le tout à télécharger gratuitement.
www.felder.de/downloads/allgemeine-informationen.html [en allemand]
www.stannol.de/en/downloads.html
www.almit.de/index.php#Goodtoknow
www.almit.de/soldering-tips-and-working-life
Des questions, des commentaires ?
Contactez Elektor (redaction@elektor.fr).
Produits connexes
Station de soudage dans le Elektor Store
Traduction : Asma Adhimi
Discussion (3 commentaire(s))